




摘要:随着人们生活水平的提高、国家对食品安全越来越重视,特别在白羽肉鸡加工行业,国标要求预冷后、分割前鸡只胴体中心温度要在0-4℃之间。故而螺旋预冷机在食品行业运用越来越广泛。本文就美国CAT螺旋预冷机控制原理、管理要点以及常见故障排除方法等方面进行阐述。由于CAT公司在中国区域没有代理商或办事处,且说明书上对原理与故障排除方法描述甚少,此文是根据本人多年对CAT预冷系统调试、管理经验总结,希望对国内食品企业螺旋预冷机管理人员以及对起步较晚的国内食品机械领域有所启发与帮助。
关键词:螺旋预冷机;原理;故障排除。
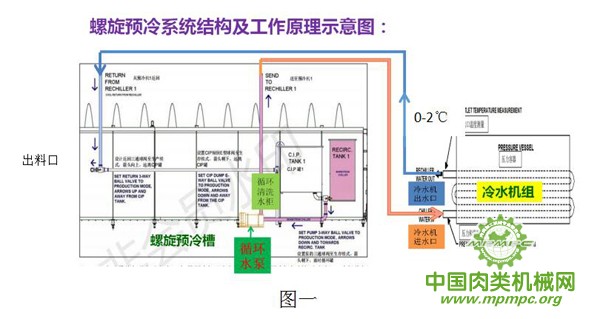
1、螺旋预冷系统运行原理
1.1、螺旋预冷系统结构:
螺旋预冷系统主要由预冷槽、驱动装置、螺旋推进系统、鼓风系统、出料装置、循环水泵、保温冷水管路、冷水机组、氨制冷压缩机组、氨冷却器以及控制系统等组成。
螺旋预冷系统主要由预冷槽、驱动装置、螺旋推进系统、鼓风系统、出料装置、循环水泵、保温冷水管路、冷水机组、氨制冷压缩机组、氨冷却器以及控制系统等组成。
1.2、循环水系统:
预冷槽进料口位置的高温水经过循环离心水泵输送到冷水机组进水口,经过冷水机组内部盘管,盘管外部为蒸发的氨气体,氨气体把冷水机盘管内的循环水温降到2℃以下,再经冷水机出水口经保温管路输送到预冷槽出料口位置,然后流向预冷槽进料口位置,再经水泵送至冷水机。如此循环保证预冷槽出料口水温在2℃以下。(如图一所示:)
1.3、水温控制原理:
CAT螺旋预冷机配套氨制冷压缩机,对系统管路内循环水进行冷却。氨液从储液罐经供液电动阀送至冷水机组上自带的氨罐,经氨泵增压至(50-60psi)左右,经过均匀分布在水管外喷头均匀喷潵至水管外壁,以冷却管内循环水,吸热后的氨蒸发为气体,氨气体被制冷压缩机组抽回进行压缩,压缩后的氨气体进入冷却器冷却,冷却后的氨液体进入制冷机房储液罐,储液罐通过电动供液阀给冷水机组供液。冷水机组上的氨罐液位可通过控制屏设定,通常不可高于50%,系统有高液位报警及停机,以防止最下部水管路浸泡在氨液中而结冰。供液电动阀的开度大小受冷水机氨罐设定液位控制。(如图二所示:)
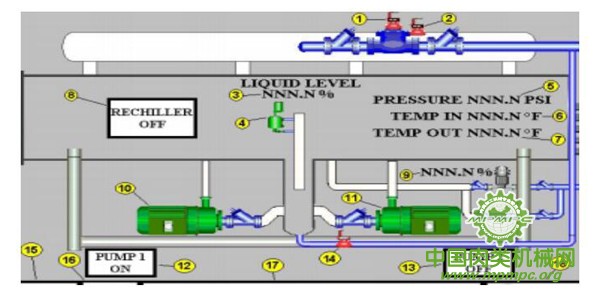
⑴ 中压电磁阀
⑵ 低压电磁阀
⑶ 氨液位显示
⑷ 高液位报警
⑸ 循环水压
⑹ 进口水温度
⑺ 出口水温度
⑻ 启停开关
⑼ 供液电动阀开度
⑽ 1#氨泵
⑾ 2#氨泵
⑿ 1#氨泵开关
⒀ 2#氨泵开关
⒁ 系统排空电磁阀
1.4、蒸发压力控制阀设定
系统采用3级阀门来控制系统内蒸发压力,以此达到控制水温的目的。3级阀均应在安装调试时手动设定开度。3级阀门中高压级为手动阀门,高压阀设定方法:高压阀单独开起时应保持系统内蒸发压力为60PSI,过大开启高压阀可导致系统结冰,过小开启高压阀门可导致压缩机组低压跳停;中、低压级为电磁阀,中压阀的调试:单独开启中压阀时,要能确保在系统最大负荷时出口水温能达到0℃,并且自动关闭,当水温上升达到设定值后能自动开启且使出口温度再次降低到0℃。低压阀的调试与中压相同。正常运行过程中的中、低压电磁阀开关受出水口水温控制,通常设定:当出口水温升高到0.7℃时中压电磁阀开启、当出口水温降低到0.5℃时关闭,当出口水温上升到0.4℃时低压阀开启、当出口水温下降到0.2℃时关闭。以此来控制出口水温在1℃以下。同时为防止系统内部结冰,在进口管道上安装压力传感器,当进口压力超过设定值(通常:42PSI)时系统停止运行。(3级阀如图三所示)

1.5、产品温度控制原理:
预冷槽采用螺旋式冷却方式,螺旋桨采用变频器控制,可正反转,正转时把产品向前推进,反装时把产品向后推,通过设定螺旋桨转速及正反转时间可控制产品在预冷槽的冷却时间(通常设定2.0KG去头、爪、内脏的白羽肉鸡胴体冷却时间为90分钟),以满足产品温度要求。为了使产品在预冷槽内换热均匀,预冷槽配置了5台鼓风机,被鼓风机压缩的空气通过管路均匀送到预冷槽底部、中部各区域,在冷却水中产生大量且均匀的气泡,使水及产品在槽内翻滚。从而达到均匀换热效果。在预冷槽出口处安装了出料装置,把螺旋桨推到出料口的产品捞出,送到输送带上进行下一步生产流程。通过改变电机频率可以改变出料装置出料速度,同时控制出料均匀度。
2、故障排除
| 故障现象 | 原因 | 解决办法 |
| 冷水机组不能启动 | 进口水压过低 |
|
| 进口水压过高 |
|
|
| 氨液位超高 |
|
|
| 控制系统故障 |
|
|
| 螺旋预冷机无法启动 | 变频器故障 |
|
| 触摸屏损坏 |
|
|
| PLC故障 |
|
|
| 通讯故障 |
|
|
| 零速传感器故障 |
|
|
| 出料机或螺旋桨机械故障 |
|
|
| 温度不达标 | 冷水机组内制冷剂氨不足 |
|
| 温度显示不正确 | 重新校验进、出口温度传感器 | |
| 制冷压缩机功率不匹配 | 重新设定压缩机加、减载压力值 | |
| 蒸发压力调节电磁阀损坏不动作 | 首先判断电磁阀是否通电,如果温度超过设定值时电磁阀不通电则电磁阀线圈已损坏或控制系统故障 | |
| 调节电磁阀设定不正确 | 依据“吸气控制阀设定”章节,对控制阀重新设定 | |
| 氨泵无法供液 |
|
|
| 冷水机组管路结冰(冷水机组管路可能会因为内部结冰膨胀而导致不可恢复的损伤) | 储氨罐液位过高 | 重新校验液位传感器 |
| 高压设定阀开启过大 | 重新设定高压阀(手动阀)直到系统蒸发压力为60PSI。 | |
| 出口温度传感器不准确 | 重新校验出口温度传感器 | |
| 进口压力传感器不准确 | 重新校验进口压力传感器,检查进口压力传感器设定值 | |
| 循环水流量太小 | 检查循环水泵频率、电流, 检查循环水泵叶轮有无堵塞 检查循环水泵进出口管路是否畅通 |
3、螺旋预冷机管理要点
螺旋预冷系统的管理对保证系统正常运行、设备使用寿命至关重要。现就三方面对螺旋预冷机的管理要点进行阐述。
3.1、水系统
3.1.1、确保冷水机组进口水压在正常范围内(通常冷水机进口压力在35PSI),如果水压过高停机,应查明原因排除故障后才能重新起动。进口水压过高原因往往是冷水机组内部管理结冰造成,内部管路结冰可能对系统造成不可恢复的损伤。
3.1.2、运转中每小时观察一次出口水温是否满足要求(≤2℃),最理想的出口水温0-1℃。
3.1.3、每天生产结束后对循环水管路、冷水机、预冷槽等水系统清洗、消毒,确保系统清洁。
3.1.4、每周校验进、出管路上水温传感器、进口管上压力传感器,确保测量值准确无误。
3.2、制冷氨系统
3.2.1、每天运行中应检查系统内蒸发压力,过高的蒸发压力导致水温达不到要求,过低的蒸发压力可能导致系统结冰。
3.2.2、每天运行中检查制冷压缩机吸气压力、排气压力、加减载压力、电流、载位、油温、油压等参数。同时确保压缩机吸气压力低于冷水机组蒸发压力。
3.2.3、开机前对冷水机组底部进行排油作业(如果系统没有设置停机前自动抽空)。
3.2.4、每天检查氨泵出口压力,确保正常泵氨。
3.2.5、每周检查校验冷水机组实际液位与显示屏液位。防止液位过高造成系统结冰,或液位过低造成供液不足。
3.3、控制系统
螺旋冷却机控制系统一般布置在生产车间内部,长期处于潮湿环境,非常容易因为潮湿导致触摸屏、PLC、变频器等控制系统故障。近年来我公司就曾出现过因为潮湿而引起螺旋预冷机触摸屏损坏、PLC损坏等现象,所以驱潮是控制系统管理最重要的一方面。
3.4、机械系统
3.4.1、运行中应对螺旋桨、出料装置、鼓风机进行必要的检查,确保周围无异物,无卡阻等现象。
3.4.2、每月对检查螺旋桨、出料装置尼龙主轴承、驱动减速器油位、驱动链条、零速传感器等进行检查。
4、螺旋预冷系统清洗、消毒流程
4.1、停止冷水机组 :
4.1.1、每班结束的时候,水泵必须继续运行,直至清理团队准备排水并且清理冷水机组为止,这样可以防止油脂以及固体在管壁上出现干燥的情况。
4.1.2、一旦最后一只鸡进入最后一节水槽,就可以点击冷水机组主页中的停止按钮,点击停止按钮会关闭供氨电动阀(防止额外的制冷剂进入冷水机组)。
4.2、CIP 清洗步骤
4.2.1、关闭水泵的情况下,转换螺旋预冷机前后端两组三通阀,使螺旋冷却机进入清洗模式。
4.2.2、采用自来水加注 CIP 罐(禁止在冷冻之后立即向冷水机组中泵入热水)。
4.2.3、开启循环水泵,采用这种方式将冷水机组水管线冲洗10 分钟。并且持续添加自来水以防止出现气穴现象。
4.2.4、关闭泵,然后打开 CIP 罐体排放阀。
4.2.5、采用热水加注 CIP 罐体。进入冷水机组的热水严禁超过57℃。
4.2.6、添加清洁剂并且进行彻底的搅拌,打开泵,必要情况下添加自来水,以避免泵出现气穴现象。
4.2.7、通常情况下,清洗循环不得超过 60 分钟,具体主要取决于清洁剂、清洗温度以及管道中的脂肪数量。
4.2.8、关闭泵,打开 CIP 排放阀,排放 CIP 罐体内的液体。
4.2.9、关闭排放阀,采用清洁的自来水重新加注 CIP 罐体。打开泵,循环15分钟左右。
4.2.10、打开 CIP 排放阀,排放 CIP 罐体内的液体,在形成气穴现象之前关闭泵,并且关闭通往地面的阀门。
4.2.11、重新加注 CIP 罐,添加可选的消毒剂并且打开泵循环消毒。
4.2.12、循环消毒10分钟后关闭泵,并且打开 CIP 排放阀,排放冲洗水。
4.2.13、继续采用自来水加注 CIP 罐,开泵循环冲洗,添加自来水以防止泵出现气穴现象。
4.2.14、循环 15 分钟,关闭泵,并且打开 CIP 排放阀,排放冲洗水。
4.2.15、CIP 清洗、消毒操作步骤小结:
| 操作步骤 | 名称 | 时间(分钟) |
| 1 | 冲洗 | 10 |
| 2 | 清洗 | 20-60 |
| 3 | 冲洗 | 15 |
| 4 | 消毒 | 10 |
| 5 | 冲洗 | 15 |
参考文献
[1].CAT. CRUS04641 Chiller Manual,美国,2017:1-83
[2].CAT. CRUS09960 Rechiller Manual,美国,2017:1-85
[3].JB/T 12365-2015 禽类屠宰加工机械 螺旋预冷机[EB/OL],北京,机械工业出版社 2016.



