




摘要:本文从技术路线、关键环节技术要点和机具配置参考方案等方面论述了广东省生猪全程机械化养殖的主要模式,列举了3个生猪养殖典型案例供各地生猪全程机械化养殖企业参考和借鉴,以期能促进广东省生猪养殖的规模化、标准化和生态化发展。
关键词:生猪;机械化;养殖
引言
我国是养猪与猪肉消费大国,饲养与消费量约占全世界50%。经过近40年的发展,传统猪场饲养模式的弊端已逐渐显现,主要体现在占地面积大、生产作业条件差、劳动强度大、人工成本高、猪粪尿收集处理难、生态环境影响较大等方面,同时存在人与猪接触引起疾病传播及交叉感染的生物安全隐患。随着我国经济的快速发展,居民对肉类蛋白质需求的提升,传统养猪模式面临转型升级,养殖机械化是重点发展方向。提高畜牧养殖机械化水平对降低畜牧养殖过程的劳动强度和提高劳动生产率,以及提高畜产品的产量和质量都具有重要作用。目前,集约化、规模化高效健康全程机械化生猪养殖模式日益得到行业认可,这种养殖模式采用全进全出、分阶段饲养的生产工艺流程,配套自动喂料、自动清粪、自动环境控制、生物安全防控等设备,可以有效解决猪场建设遇到的土地局限、生物安全和人工成本等问题。
1 适合广东省的生猪全程机械化养殖模式概述
2020年2月农业农村部发布《关于加快畜牧业机械化发展的意见》,意见指出:到2025年,畜牧业机械化率总体达到50%以上,生猪规模化养殖机械化率达到70%以上,行业机械化进程将步入快车道。广东作为全国畜禽养殖大省,生猪全程机械化养殖技术发展迅猛,其养殖模式已日趋成熟,值得大力推广。广东省生猪全程机械化养殖模式主要采用现代化猪场进行规模化、集约化养殖,高投入高产出。高效工厂化养殖猪场(如图1)使用大跨度钢结构建筑,提高土地利用率,拆装方便,工期短,有利于节约建筑成本。近年来,受环保和土地资源等因素的制约,高床发酵养殖和楼房立体化养殖新技术也得到较快发展。高床发酵养殖猪场(如图2)将养猪生产与养殖废弃物处理有机结合,猪舍分两层结构,二层养猪,一层进行猪粪尿发酵处理,可节约用水量,减少污水排放,降低人工成本。楼房立体化养殖猪场(如图3)采用多层楼房进行养殖,便于管理,可节省土地资源,提高生产效率。目前,集约化、规模化生猪养殖场均配备了环保处理设备,可对养殖废弃物进行资源化处理和回收利用,减少对环境生态的影响,实现农业绿色循环可持续发展。
1.1 技术路线
采用全进全出、分阶段饲养的生产工艺流程,设计配置配怀舍、分娩舍、保育舍和育肥舍等用于不同猪群的饲养,也可独立配置公猪舍或外购公猪精液进行配种。生猪养殖工艺流程如图4所示。
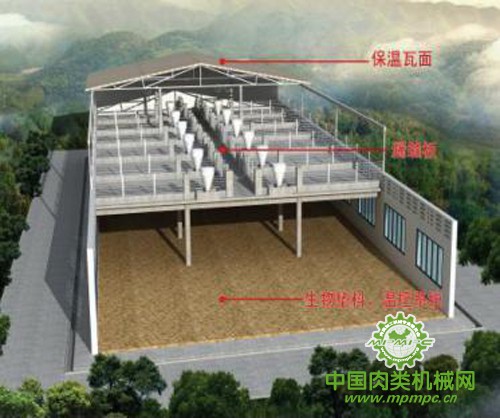
图2 高床发酵养殖猪场
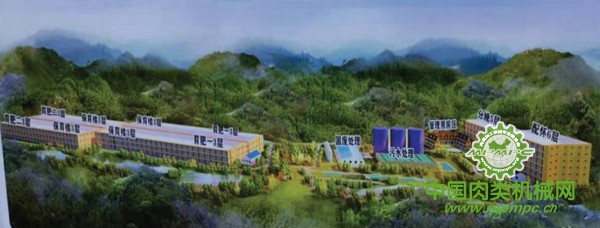
图3 楼房立体养殖猪场
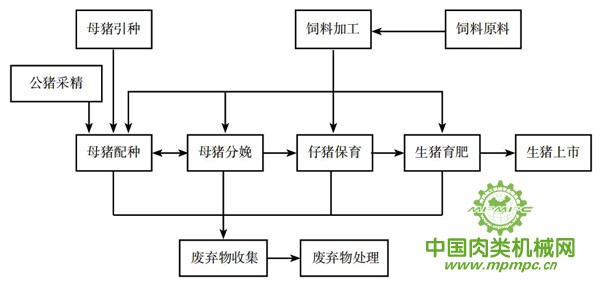
图4 生猪养殖技术路线
1.2 关键环节技术要点
1.2.1 自动化饲喂
采用自动化饲喂模式代替传统人工饲喂模式,饲料通过饲料车输送进猪舍料塔,通过料塔到猪舍内配置的螺旋弹簧式喂料机(如图5)或塞盘式喂料机(如图6)进行自动化饲喂,减少饲料包装和袋装料搬运工序,降低人猪交叉感染机率。猪舍内采用自动喂料设备,可实现同步下料、定量饲喂,降低劳动强度,有效减轻猪群应激反应,同时饲喂过程不会破坏饲料的整体性,落料均匀且不会引起粉尘,提高生猪饲喂效率,节省人工成本。
1.2.2 自动化清粪
猪舍粪沟采用牵引式刮板清粪机(如图7)进行机械化清粪,代替传统人工清粪,降低人工清粪劳动强度,节约用水,提高清洁效果。猪粪通过猪群踩踏穿过漏缝板缝隙,自由下落掉入粪沟,牵引式刮板清粪机定时启动将猪粪尿刮出至舍外集粪池,再通过排粪管道注入污水处理系统。
1.2.3 自动化环境控制
猪舍配套风机、水帘、进风窗等设备(如图8)用于舍内通风降温;配套电热保温板、红外线灯用于舍内局部供暖;配套环境控制器(如图9),用于监控室内温度、湿度等环境指标,并能自动控制风机、水帘等终端设备的运行,确保猪舍内温度、湿度、氨气浓度等环境指标符合猪群生长需求。
1.2.4 生物安全防控
充分考虑猪场生物安全问题,结合实际场地和生产需要,合理布局,严格划分4个功能区(生活区、生产区、隔离区和环保区),区分车流、人流、物流和有害物流(猪粪、垃圾等),设置生物安全防线(围墙、车辆消毒点、人员物资消毒点等),配套完善的自动化消杀设备设施。
1)进场车辆消杀。在猪场入口配套养殖场车辆洗消中心,养殖场车辆洗消中心承担着对进场或场内运输车辆进行清洗、消毒、烘干的功能。经过彻底清洗、高温烘干,可全方位、无死角杀灭车辆可能携带的非洲猪瘟、蓝耳、口蹄疫、猪流行性腹泻等传染病毒,切断外界病原通过运输车辆传播到养殖场的传播途径。养殖场车辆洗消中心主要含清洗消毒间(如图10)和烘干房,清洗消毒间用于车辆的清洗和消毒,烘干房用于清洗消毒后车辆的消毒烘干。
2)圈舍消杀。在分娩舍、保育舍等清洗消毒围栏频率高的猪舍,配置集中式高压清洗系统,用于舍内空栏时的清洗消毒。集中式高压清洗系统由高温高压机房主机对水加热加压,由高压无缝钢管输送至猪舍,管道快速接头均匀布置于舍内,作业人员用软管连接后,使用高压喷枪进行冲洗及消毒。集中式高压清洗系统采用高压力、低流量的清洗方式,冲击力强,清洗效果好,同时节省用水,可大面积高效对圈舍栏位进行清洗及消毒。
3)人员消杀。在养殖场门口和进入生产区门口设置人员消毒通道,对进入养殖场前或进入生产区前的人员进行喷雾或紫外线消杀,阻止传染病毒进入养殖场内。
4)物资消杀。在养殖场门口设置物资消毒间,用于进场物资的消毒。物资消毒间配置烘干消毒间和浸泡消毒池。烘干消毒间设镂空物架,须具备保温60℃以上烘干功能。
5)废弃物处理。采用先进的环保处理工艺,选配固液分离机(如图11)、畜禽尸体降解处理机(如图12)、翻堆机(如图13和图14)、发酵罐(如图15)或污水处理设备(如图16),对生猪养殖废弃物进行无害化处理,实现资源化利用,减少对生态环境的影响,走农业绿色循环可持续发展道路。
1.3 机具配置参考方案
以4000头母猪的高效工厂化养殖猪场为例,根据全进全出、分阶段饲养的生产工艺流程特点,需配备2栋配怀舍、4栋分娩舍、1栋保育舍,整个猪场建设所需的机械化生产设备配置如表1所示。
表1 猪场机械化生产设备配置参考方案
| 设备名称 | 技术参数与特征 | 数量 |
| 定位栏 | 可组装拆卸 | 4000套 |
| 分娩栏 | 可组装拆卸 | 960套 |
| 食槽 | 不锈钢材质 | 根据设计需求 |
| 饮水器 | 水流速度0.3~2.0L/min | 根据设计需求 |
| 漏缝地板 | 水泥、铸铁或复合材料 | 根据场地需求 |
| 喂料机 | 塞盘式喂料机输送能力≥1200kg/h,料管长度≥100m;螺旋弹簧式喂料机 | 20套 |
| 牵引式刮板清粪机 | 输送能力≥1000kg/h,料管长度≥30m | 10套 |
| 风机 | 配套电机功率≥0.75kW,最大行程≤100m | 根据设计需求 |
| 水帘 | 配套电机功率≥0.55kW,风量≥18000m3/h | 根据设计需求 |
| 环境控制器 | 蒸发冷却换热效率≥70% | 每栋猪舍1套 |
| 养殖场车辆洗消中心 | 温度控制精度≤1.0℃,湿度控制精度≤10%RH | 1套 |
| 集中式高压清洗系统 | 压力为3~20MPa,流量为10~80L/min,烘干温度为60~65℃ | 每个猪舍1套 |
| 人员消毒通道设备 | 压力为14~20MPa,流量为15~30L/min | 1套 |
| 物资消毒间 | 雾滴直径为40~60μm | 1套 |
| 固液分离机 | 烘干温度为60~65℃,药箱容积≥100L | 选配 |
| 动物尸体降解处理机 | 去渣率>90% | 选配 |
| 翻堆机 | 处理能力≥300kg,处理周期为16~24h | 选配 |
| 发酵罐 | 链板式翻堆机生产率≥250m3/h,滚轮式翻堆机生产率≥150m3/h | 选配 |
1.4 应用注意提示
1)养殖场需构建完善的生物安全防控体系,实行封闭管理,车辆、人员和物资进场时需做好消杀防疫措施。
2)生产养殖采用全进全出、分阶段饲养的生产工艺流程。
3)猪群转舍或出栏后,需进行全面消杀并达到工艺要求后方可进猪。
4)配套备用应急供电设施。
1.5 适用区域
本模式适应于广东及周边省市生猪全程机械化养殖。通过对环境调控系统的参数和配置进行调整,能适应不同气候环境的各地区,可以推广到全国各地使用。
2 典型案例
上述模式已在广东省多个企业得到应用,并取得良好效益,以下介绍3个案例。
1)温氏种猪公司广东水台种猪场。该场设计规模为年出栏商品猪苗10万头,存栏基础母猪4000头,全场共2条生产线,于2020年7月建成投产。通过配套自动喂料、自动清粪、环境控制、消杀防疫和环保处理等机械化设备设施,基本实现养殖全过程机械化生产作业。按母猪存栏4000头,年上市猪10万头的养殖规模,采用传统人工养殖模式,约需一线工人50人。现采用机械化、自动化生产,只需一线工人18人,按每人5万元/年计算,节约人工成本160万元/年。
2)茂名市恒兴养殖公司龙梅养殖基地。该基地占地面积615亩(1亩=0.067 hm2 ),建4条2500头母猪生产线,合计母猪1万头,年出栏商品猪(猪苗)24万头,年产值为1.2亿元。办公室及生活设施建筑面积3000m2 ,猪舍及相关生产设施建筑面积80000m2 。第一期配套了4栋猪舍,其中配怀舍、后备舍、公猪舍合并为1栋,分娩舍、保育舍合并为1栋,育肥舍与引种隔离舍单独1栋。所有猪舍全面使用可组装拆卸的围栏,全场配置了中转料塔及场内料塔,全面执行自动化喂料模式。自动清粪设备运用于配怀舍、后备舍及公猪舍,包含舍内粪沟及总粪沟。环控一套多用,通过进风、排风的切换,实现适合夏季、冬季、春(秋)季的3种通风模式,根据环境参数进行智能控制。配置环保处理设备,对养殖废弃物进行资源化回收利用,实现绿色环保可持续发展。
3)紫金东瑞农牧发展有限公司。该公司占地1400亩,年出栏生猪5万头,选址符合现代生态畜牧业发展总规划和区域布局要求,采用高床发酵养殖模式,配备自动喂料、环境控制、消杀防疫和粪污处理等设备,达到生态环保、循环利用的效果。高床发酵养殖猪舍采用两层楼结构,二层养猪,采用全漏缝地板和自动环控系统改善养猪环境,一层为有机肥发酵车间,通过木糠等垫料消纳猪粪尿,机械翻抛就地发酵降解,最终转变成有机肥原料。通过高床发酵养殖新技术,可节省10%~20%土地资源、节约80%~90%的用水量、降低20%人工成本、提高10%生产效率、实现粪水零排放,取得较好的社会效益和经济效益。
3 结语
生猪养殖全程机械化主要是用机械化、智能化装备逐步替代传统人工操作,降低养殖劳动强度,以推动生猪养殖的健康发展,是畜牧业机械化的重要组成部分。近年来,国家大力推进畜牧业发展,特别是非洲猪瘟以后,出台了许多生猪养殖扶持政策,其中生猪养殖全程机械化更是主推模式。目前,该模式已逐渐得到生猪养殖行业的认可,广东省内以温氏为代表的养殖企业大多采用该模式进行大规模的投资建设,部分中小规模养殖场也在原有基础上进行改造,以求能达到全程机械化养殖的要求。生猪养殖规模化是机械化发展的基础前提,机械化是核心环节,智能化是未来发展方向。



