




前言
本标准按照GB/T 1.1—2009给出的规则起草。
本标准由中国机械工业联合会提出。
本标准由机械工业食品机械标准化技术委员会(CMIF/TC14)归口。
本标准起草单位:石家庄博安不锈钢设备有限公司、河北晓进机械制造股份有限公司、中国包装和食品机械有限公司、中国食品和包装机械工业协会肉类加工机械专业委员会。
本标准主要起草人:朱国芳、李静萍、王国扣、吴建国、贺文礼。
本标准为首次发布。
1 范围
本标准规定了工业绞肉机的术语和定义、产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于工业化肉类加工中将冻肉(不低于-18℃)或鲜肉进行绞碎的工业绞肉机(以下简称绞肉机)。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB 2894 安全标志及其使用导则
GB/T 3768 声学 声压法测定噪声源声功率级 反射面上方采用包络测量表面的简易法
GB 4208 外壳防护等级(IP代码)
GB/T 5048 防潮包装
GB 5226.1 机械电气安全 机械电气设备 第1部分:通用技术条件
GB/T 7311 包装机械分类与型号编制方法
GB/T 13306 标牌
GB/T 13384 机电产品包装通用技术条件
GB 15179 食品机械润滑脂
GB 16798 食品机械安全卫生
GB 19891 机械安全 机械设计的卫生要求
JB 7233 包装机械安全要求
SB/T 222 食品机械通用技术条件 基本技术要求
SB/T 223 食品机械通用技术条件 机械加工技术要求
SB/T 224 食品机械通用技术条件 装配技术要求
SB/T 226 食品机械通用技术条件 焊接、铆接件技术要求
SB/T 229 食品机械通用技术条件 产品包装技术要求
3 术语和定义
下列术语和定义适用于本文件。
3.1 绞肉机
肉类加工中将冻肉(不低于-18℃)或鲜肉进行绞碎的机器。
3.2 死区
清洗介质或清洗物不能达到的区域。在清洗过程中,产品、清洗剂、消毒剂或污物可能陷入、存留其中或不能被完全清除的区域。
[GB 19891—2005,定义3.9]
3.3 平均无故障工作时间 MTBF
绞肉机相邻两次故障之间工作时间的平均值,即绞肉机在总的使用阶段累计工作时间与故障次数的比值,单位为小时(h)。
3.4 故障
产品不能执行预定功能的状态(预防性维护除外)。
4 产品分类
4.1 型号
绞肉机型号的编制应考虑产品的使用特征,产品名称代号应符合GB/T 7311的规定。其中,产品主要名称代号用“绞肉(机)”拼音的首字母“JR”居首表示;产品辅助名称代号为适用特征代号,用“工(业)”拼音的首字母“G”居第二位表示。其型号编制形式如下:
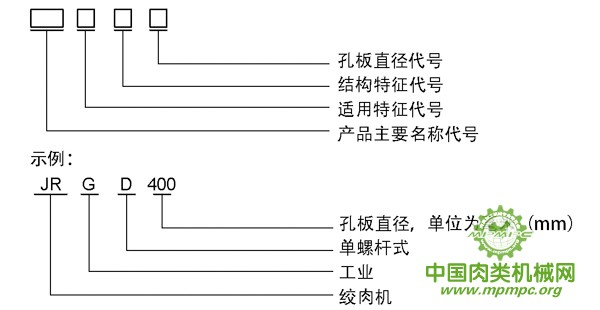
4.2 型式
绞肉机按结构特征分为单螺杆式(D)和双螺杆式(S)。
4.3 基本参数
绞肉机基本参数见表1。
表1 绞肉机基本参数
| 名 称 | 参 数 |
| 孔板直径 mm | 100~400 |
| 螺杆转速 r/min | 47~350 |
| 正常工作噪声 dB(A) | ≤85 |
| 平均无故障工作时间 h | ≥600 |
| 轴承温升 ℃ | ≤35 |
| 轴承温度 ℃ | ≤75 |
5.1 一般要求
5.1.1 绞肉机应符合本标准中的规定,并按经规定程序批准的图样及技术文件制造。
5.1.2 绞肉机材料的选择和设备结构的安全卫生应符合GB 16798和GB 19891的规定。
5.1.3 绞肉机基本技术要求应符合SB/T 222的规定,具有足够的强度、刚度及使用稳定性。
5.1.4 绞肉机的零部件按SB/T 223的规定制造。
5.1.5 绞肉机装配技术要求应符合SB/T 224的规定,运动部件应灵活,无卡滞现象。
5.1.6 绞肉机焊接技术要求应符合SB/T 226的规定,焊接部位应牢固、可靠、光滑。
5.1.7 绞肉机各零部件的连接应密封可靠;零部件应拆卸、安装方便,便于清洗。
5.1.8 绞肉机各润滑部位润滑可靠,不应有漏油现象。润滑油应符合GB 15179的规定。
5.1.9 绞肉机应运转平稳,运动零部件动作应协调、准确。操作时动作灵活,无卡滞现象和异常声响。
5.1.10 绞肉机所用的原材料、外购配套零部件应符合使用要求,应有生产厂的质量合格证明书。否则应按产品相关标准验收合格后,方可投入使用。
5.2 外观质量要求
5.2.1 绞肉机外观应清洁、平整、光滑,不应有明显的机械损伤,不应有能对人体造成伤害的尖角及棱边。
5.2.2 与肉接触的绞肉机零部件表面应无死区,便于清洗。
5.3 电气安全要求
5.3.1 绞肉机电路控制系统应安全可靠、动作准确,各电器线路接头应连接牢固并加以编号,导线不应裸露。操作按钮应可靠,并有急停按钮,指示灯显示应正常,特别应防漏电。
5.3.2 除应满足5.3.1 的要求外,其安全性能还应符合下列规定:
a)接地:绞肉机应有可靠的接地装置,并有明显的接地标志。接地端子与接地金属部件之间的连接应具有低电阻,其电阻值不应超过0.1Ω。
b)绝缘电阻:绞肉机动力电路导线和保护接地电路间施加DC500V时测得的绝缘电阻应不小于1MΩ;
c)耐电压强度:绞肉机动力电路导线和保护联结电路间施加最大试验电压1000V并保持近似1s时间,不应出现击穿、放电现象。
5.4 安全防护要求
5.4.1 绞肉机的安全防护应符合JB 7233的规定。
5.4.2 绞肉机电气安全防护应符合GB 4208的规定,防护等级不低于IP65的要求。
5.4.3 绞肉机上应有安全防护装置,加贴清晰的安全警示标志,安全标志应符合GB 2894的规定。
5.4.4 绞肉机易脱落的零部件应有防松装置,各零件及螺栓、螺母等紧固件应可靠固定,不应因振动而松动和脱落。
5.4.5 绞肉机出现异常状况时应能报警并立即停止运行。
6 试验方法
6.1 试验条件
6.1.1 试验环境温度-15℃~40℃;环境相对湿度≤85﹪。
6.1.2 试验物料为猪肉。
6.2 外观质量检查
用目测和手感检查绞肉机外观质量,应符合5.2的规定。
6.3 材质检查
检查绞肉机的材质报告及质量合格证明书,应符合5.1.10的规定。
6.4 空运转试验
每台绞肉机装配完成后,机械部分均应做空运转试验,连续运转时间不少于30min。检查绞肉机性能应符合5.1.9的规定。
6.5 焊接部位检查
按SB/T 226的规定检查绞肉机的焊接部位,应符合5.1.6的规定。
6.6 装配情况检查
按SB/T 224的规定检查绞肉机的装配情况,应符合5.1.5的规定。
6.7 电气安全试验
6.7.1 接地电阻测量
用电阻表测量绞肉机的接地电阻,应符合5.3.2a)的规定。
6.7.2 绝缘电阻测量
用绝缘电阻表(兆欧表)按GB 5226.1的规定测量绞肉机的绝缘电阻,应符合5.3.2b)的规定。
6.7.3 耐电压强度试验
按GB 5226.1的规定做绞肉机的耐电压强度试验,应符合5.3.2c)的规定。
6.8 安全防护检查
用目测检查绞肉机的安全防护,应符合5.4的规定。
6.9 工作噪声测量
在连续工作过程中,绞肉机的噪声按GB/T 3768 规定的方法进行测量,其噪声值应符合表1的规定。
6.10 平均无故障工作时间试验
绞肉机平均无故障工作时间MTBF按公式(1)计算,计算结果应符合表1的规定。
MTBF=t/Nf(t)..................(1)
式中:
t—绞肉机的工作时间,单位为小时(h);
Nf(t)—绞肉机在工作时间内的故障次数,单位为次。
7 检验规则
7.1 总则
绞肉机应经过制造厂检验部门检验合格,并签发合格证后方可出厂。
7.2 检验分类
产品检验分出厂检验和型式检验。
7.3 出厂检验
7.3.1 检验项目:每台绞肉机均应进行出厂检验,检验项目为外观、材质、焊接、装配、标牌、技术文件、空运转性能、电气安全和安全防护。
7.3.2 判定规则:出厂检验如有不合格项允许修整后复验,复验仍不合格则判定该产品不合格。
7.4 型式检验
7.4.1 有下列情况之一时,绞肉机应进行型式检验:
——正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能;
——停产一年以上再投产;
——新产品或老产品转厂生产的试制定型鉴定;
——国家质量监督部门提出进行型式试验的要求;
——出厂检验结果与上次型式检验有较大差异;
——正常生产时间满两年。
7.4.2 抽样及判定规则:从出厂检验合格的绞肉机中随机抽样,每次抽样2台。检验项目为本标准要求中的全部项目,全部项目合格则判型式检验合格;如有不合格项,应加倍抽样,对不合格项进行复检,复检再不合格,则型式检验不合格,其中安全性能不允许复检。
8 标志、包装、运输和贮存
8.1 标志
标牌应固定在绞肉机的明显位置,标牌的技术要求应符合GB/T 13306的规定。除标示安全警示外,还应标示下列内容:
——制造企业名称或商标;
——产品名称、型号;
——制造日期、出厂编号:
——主要技术参数;
——产品执行标准编号。
8.2 包装
8.2.1 绞肉机的包装应符合GB/T 13384、SB/T 229的规定。
8.2.2 绞肉机外包装上除有8.1规定的标志外,还应标注有“小心轻放”“向上”“防潮”等储运标志,并符合GB/T 191的规定。
8.2.3 绞肉机应有可靠的包装,包装型式应符合运输装卸的要求。
8.2.4 绞肉机包装应有可靠的防潮、防雨措施,并符合GB/T 5048的规定。
8.2.5 绞肉机包装内应有装箱单、产品合格证、产品使用说明书、必要的随机备件及工具。
8.3 运输
8.3.1 绞肉机运输时应小心轻放,严禁雨淋。
8.3.2 绞肉机搬运时严禁碰撞,不应损坏产品。
8.3.3 将绞肉机按其包装上的指定朝向置于运输工具上。
8.4 贮存
8.4.1 绞肉机应贮存在通风、清洁、阴凉、干燥的场所,远离热源和污染源,严禁与有害物品混放。
8.4.2 在正常储运条件下,自出厂之日起应保证绞肉机在12个月内不致因包装不良引起锈蚀、霉损等。
本标准由中华人民共和国工业和信息化部于2015年10月10日发布,2016年3月1日实施。



