




前言
本标准按照GB/T 1.1—2009给出的规则起草。
本标准由中国机械工业联合会提出。
本标准由机械工业食品机械标准化技术委员会(CMIF/TC14)归口。
本标准起草单位:中国食品和包装机械工业协会肉类加工机械专业委员会、中国包装和食品机械有限公司、济南好为尔机械有限公司、河南大用实业有限公司、三统万福(青岛)食品有限公司。
本标准主要起草人:吴建国、王国扣、张峰、李刚、王璟、石亮、赵光焰。
本标准为首次发布。
1 范围
本标准规定了上浆机的术语和定义、产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于食品上浆的上浆机。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB 2894 安全标志及其使用导则
GB/T 3768 声学 声压法测定噪声源声功率级 反射面上方采用包络测量表面的简易法
GB/T 5048 防潮包装
GB 5226.1—2008 机械电气安全 机械电气设备 第1部分:通用技术条件
GB/T 7311 包装机械分类与型号编制方法
GB/T 13306 标牌
GB/T 13384 机电产品包装通用技术条件
GB 15179 食品机械润滑脂
GB 16798 食品机械安全卫生
GB 19891 机械安全 机械设计的卫生要求
SB/T 222 食品机械通用技术条件 基本技术要求
SB/T 223 食品机械通用技术条件 机械加工技术要求
SB/T 224 食品机械通用技术条件 装配技术要求
SB/T 226 食品机械通用技术条件 焊接、铆接件技术要求
SB/T 227 食品机械通用技术条件 电气装置技术要求
QB/T 2467 食品工业用不锈钢管
3 术语和定义
下列术语和定义适用于本文件。
3.1 上浆机
用于肉类、水产类、果蔬类等食品涂裹上浆的机器。
3.2 网带宽度
主输送网带的最大宽度。
3.3 输送速度
主输送网带的线速度。
3.4 输入、输出高度
物料进口和出口距地面的高度。
3.5 淋洒式上浆机
浆液形成瀑布浆幕后通过淋洒的方式将浆液均匀地涂裹在食品表面上。
3.6 浸没式上浆机
将物料浸没到浆液中,从而使浆液均匀地涂裹在食品表面上。
3.7 物料高度
物料进口、出口通道间所有可调节机构调整到极限位置时,物料能够通过的最大高度。
3.8 浆槽容积
上浆机在正常工作时最小的浆槽容积。
4 产品分类
4.1 型号
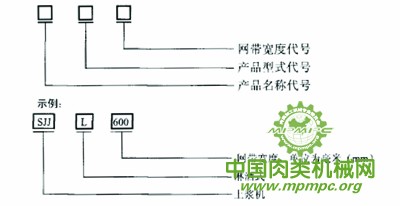
上浆机型号编制形式应考虑产品结构特征,产品名称代号应符合GB/T 7311的规定。 第一位产品名称代号用上浆机拼音字母缩写(大写)“SJJ”居首表示;第二位表示上浆机的型式,其中“L”为淋洒式、“J”为浸没式:第三位表示主要技术参数。其型号编制形式如下:
4.2 型式与基本参数
4.2.1 型式
上浆机按其上浆方式和结构不同分为两种型式:淋洒式上浆机用“L”表示:浸没式上浆机用“J”表示
4.2.2 基本参数
上浆机的基本参数应符合表1中的规定。
表1 上浆机基本参数
| 名称 | 参数 | 名称 | 参数 |
| 网带宽度 mm | 200、400、600、… | 物料高度 mm | ≤60 |
| 输送速度 m/min | 3~15 | 浆槽容积 L | >20 |
| 速度调节 | 无极变速 | 正常工作噪声 dB(A) | ≤70 |
| 输入、输出高度 mm | 1050±50 |
5 技术要求
5.1 一般要求
5.1.1 上浆机应符合本标准的要求,并按经规定程序批准的图样及技术文件制造。
5.1.2 上浆机材料的选择和结构的安全卫生应符合GB 16798和GB 19891、QB/T 2467的规定。
5.1.3 上浆机基本技术要求应符合SB/T 222的规定,具有足够的强度、刚度及使用稳定性。拆卸、安装方便,便于清洗。
5.1.4 上浆机零部件应按SB/T 223的规定制造。
5.1.5 上浆机应运转平稳,运动零、部件动作应协调、准确。操作时动作灵活,无卡滞现象和异常声响。
5.1.6 所用的原材料、外购配套零部件应符合使用要求,应有生产厂的质量合格证明书。否则应按产品相关标准验收合格后,方可投入使用。
5.1.7 焊接件技术符合下列要求:
a)上浆机箱体、淋浆槽、浆液裕槽、卫生管道、网带托架等食品区焊接:
1)选用的焊条或焊丝材质应与基体材质一致:
2)外形应平滑,棱角倒圆,不应有容易残存物料的凹陷、焊纹等死角。
b)焊接件应美观、可靠,不得有焊接缺陷。焊接件的焊后处理等技术要求应符合SB/T 226相关规定。
5.1.8 装配技术应符合下列要求:
a)上浆机装配技术要求应符合SB/T 224的规定。
b)装配前,所有零部件必须清除表面的毛刺、切屑、油污等。箱体、浆槽内应清除干净。
c)控制淋浆用量的阀门应调节自如,正确可靠。
d)上下风刀应出风均匀,无漏风现象:风量大小应可调。
e)箱体、浆槽不得有漏浆、渗浆现象。
5.1.9 上浆机上浆的工艺质量应符合下列要求:
a)淋洒式上浆机瀑布浆幕应分布均匀,下落顺畅,不得有断流现象:
b)浸没式上浆机液位应保证物料在有效区域内完全浸没到浆液中一段时间:
c)食品表面上的浆液应覆盖均匀。
5.1.10 上浆机正常工作噪声应≤70dB(A)。
5.1.11 上浆机的运动零部件应尽量采用自润滑工程材料。需用润滑脂润滑时,应选用GB 15179规定的食品机械润滑脂。
5.2 外观质量
5.2.1 上浆机的外表面应清洁、平整、光滑;不应有明显的机械损伤,不应有对人体造成伤害的尖角及棱边。
5.2.2 上浆机与食品直接接触的零部件表面应平整光滑,不应有卫生死角,便于清洗。
5.3 电气安全
5.3.1 电路控制系统应安全可靠、动作准确,各电器线路接头应连接牢固并加以编号,操作按钮应可靠,并有急停按钮,指示灯显示应正常,上浆机的导线不应裸露。电气装置中的指示灯和按钮颜色应符合GB 5226.1的规定。
5.3.2 安全性能还应符合下列要求:
a)接地:上浆机应有可靠的接地装置,并有明显的接地标志,接地电阻应符合SB/T 227的要求;
b)绝缘电阻:动力电路导线和保护接地电路间施加500Vd.c.时测得的绝缘电阻应不小于1MΩ;
c)耐压强度:最大试验电压1000V应施加在动力电路导线和保护联结电路之间近似1s的时间,未出现击穿、放电现象。
5.3.3 电气部件应有安全防水措施,电器箱经淋雨试验后电气绝缘性能仍能满足5.3.2的要求。
5.4 安全卫生
5.4.1 上浆机的安全防护应符合GB 16798的规定。
5.4.2 上浆机应有清晰的安全警示标志,安全标志应符合GB 2894的规定。标志张贴应位置准确,粘贴牢固。
5.4.3 对易脱落的零部件应有防松装置,各零件及螺栓、螺母等紧固件应可靠固定,不应出现零部件脱落。
5.4.4 上浆机所用电机外壳防护等级不得低于IP55,操作盘防护等级不低于IP65的要求,操作盘应采用安全电压控制。
5.4.5 上浆机出现异常状况时应能报警且停止运行,排除故障后方能开机。
5.4.6 上浆机结构的卫生性应符合下列要求:
a)上浆机结构、箱体、淋浆槽、浆液浴槽、卫生管道、连接部分不得有滞留食品的凹陷及死角。
b)食品区域应与外界隔离,在某些情况下至少应有防护措施;外部零部件伸入食品区域处应设置可靠的密封,以免食品受到污染。
5.4.7 上浆机结构的可洗净性应符合下列要求:
a)食品区域开启方便,零部件应易于装卸;不可拆卸的零部件应易于清洗,并能达到良好的清洗效果。
b)上浆机箱体、淋浆槽、浆液浴槽、卫生管道、网带托架(板)等食品区域不得存有清洗死角。其他要求应符合GB 16798的规定。
6 试验方法
6.1 试验条件
6.1.1 试验环境温度为5℃~40℃;环境相对湿度为≤85﹪。
6.1.2 浆液可用饮用水替代。
6.2 外观质量检查
6.2.1 用手感和目测检查上浆机外观质量,应符合5.2的规定。
6.2.2 检查网带宽度、物料通道高度等技术参数应符合表1的规定。
6.3 材质检查
检查材质报告及质量合格证明书,应符合5.1.6的规定。
6.4 空运转试验
6.4.1 每台上浆机装配完成后,机械部分均应做空运转试验,连续运转时间不少于30min,检查上浆机性能应符合5.1.5的规定。
6.4.2 上浆机空运转时,将电动机转速调至最大值,用测速仪测量网带速度不小15m/min。
6.5 电气安全试验
6.1.1 接地装置测量
按SB/T 227的规定测量其接地装置,应符合本标准5.3.2a)的规定。
6.1.2 绝缘电阻测量
用绝缘电阻表(兆欧表)按GB 5226.1的规定测量其绝缘电阻,应符合本标准5.3.2b)的规定。
6.5.3 耐压强度试验
用耐压测试仪按GB 5226.1—2008中18.4的规定做耐压试验,应符合本标准5.3.2c)的规定。
6.6 负载试验
为方便操作,允许用饮用水代替浆液试验。饮用水在上浆机中循环工作30min以上,应符合5.1.8c)、d)、e)的规定。
6.7 上浆工艺试验
采用上浆后的肉饼、鱼虾类水产品或各种蔬菜,上浆质量应符合5.1.9c)的规定。
6.8 工作噪声试验
在连续工作过程中,上浆机的工作噪声按GB/T 3768 规定的方法进行测量,其噪声值应≤70dB(A)。
6.9 安全防护检查
检查各安全防护和安全装置,其安全性能应符合5.4的规定。
6.10 卫生检查
负载试验后的上浆机,应及时清洗。检验设备的卫生性和可洗净性,应符合5.4.6和5.4.7的规定。
7 检验规则
7.1 总则
上浆机应经过制造厂检验部门检验合格,并签发合格证后方可出厂。
7.2 检验分类
产品检验分出厂检验和型式检验。
7.3 出厂检验
每台上浆机均应进行出厂检验,检验项目为外观、标牌、技术文件、空运转性能、电气安全和安全防护。
7.4 型式检验
7.4.1 有下列情况之一,应进行型式检验:
——正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
——停产一年以上再投产时;
——新产品或老产品转厂生产的试制定型鉴定时;
——国家质量监督部门提出进行型式检验的要求时;
——出厂检验结果与上次型式检验有较大差异时;
——正常生产时间满两年时。
7.4.2 抽样及判定规则:
从出厂检验合格的产品中随机抽样,每次抽样2台。检验项目为本标准要求中的全部项目,全部项目合格则判型式检验合格;如有不合格项,应加倍抽样,对不合格项进行复检,复检再不合格,则型式检验不合格,其中安全性能不允许复检。
8 标志、包装、运输和贮存
8.1 标志
标牌应固定在上浆机的明显位置,标牌的技术要求应符合GB/T 13306的规定。除标示安全警示外,还应标示下列内容:
——制造企业名称或商标;
——产品名称、型号;
——制造日期、出厂编号;
——主要技术参数;
——产品执行标准号。
8.2 包装
8.2.1 上浆机的包装应符合GB/T 13384的规定。
8.2.2 上浆机外包装上除有8.1规定的标志外,还应标注有小心轻放、向上、防潮等储运标志,并符合GB/T 191的规定。
8.2.3 上浆机应罩上塑料薄膜后装入包装箱内,上浆机及附件在箱内应牢固固定,符合运输装卸的要求。
8.2.4 包装箱应有可靠的防潮、防雨措施,并符合GB/T 5048的规定。
8.2.5 包装箱内应有装箱单、产品合格证、产品使用说明书、必要的随机备件及工具。
8.3 运输
8.3.1 运输时应小心轻放,严禁雨淋。
8.3.2 搬运时严禁碰撞,不应损坏产品。
8.3.3 按包装箱上指定朝向置于运输工具上。
8.4 贮存
8.4.1 上浆机应贮存在通风、清洁、阴凉、干燥的场所,远离热源和污染源,严禁与有害物品混放。
8.4.2 在正常储运条件下,自出厂之日起应保证上浆机在12个月内不致因包装不良引起锈蚀、霉损等。
本标准由中华人民共和国工业和信息化部于2013年12月31日发布,2014年7月1日实施。



