




前言
本标准按照GB/T 1.1—2009给出的规则起草。
请注意本文件的某些内容可能涉及专利。本文件的发布机构不承担识别这些专利的责任。
本标准由中国机械工业联合会提出。
本标准由机械工业食品机械标准化技术委员会(CMIF/TC14)归口。
本标准起草单位:中国食品和包装机械工业协会肉类加工机械专业委员会、中国包装和食品机械总公司、北京洋航科贸有限公司、河南双汇集团、成都希望食品有限公司、山东临沂新程金锣肉制品有限公司等。
本标准主要起草人:吴建国、王国扣、王勇、崔维立、徐明、蔡晓湛、张善耕、尹蓉学、何作强、郝如杰。
本标准为首次发布。
1 范围
本标准规定了自动充填结扎机(以下简称充填结扎机)的术语和定义、产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于采用高分子片状包装材料进行封焊和打卡,对肉类及其他粘稠物进行充填包装的机械。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB/T 2423.38 电工电子产品环境试验 第2部分:试验方法 试验R: 水试验方法和导则
GB 2894 安全标志及其使用导则
GB/T 3768 声学 声压法测定噪声源声功率级 反射面上方采用包络测量表面的简易法
GB 4208 外壳防护等级(IP代码)
GB/T 5048 防潮包装
GB 5226.1 机械电气安全 机械电气设备 第1部分:通用技术条件
GB/T 7311 包装机械分类与型号编制方法
GB/T 13306 标牌
GB/T 13384 机电产品包装通用技术条件
GB 16798 食品机械安全卫生
GB 19891 机械安全 机械设计的卫生要求
JB 7233 包装机械 安全要求
JJF 1070 定量包装商品净含量计量检验规则
SB/T 222 食品机械通用技术条件 基本技术要求
SB/T 224 食品机械通用技术条件 装配技术要求
SB/T 227 食品机械通用技术条件 电气装置技术要求
SB/T 228 食品机械通用技术条件 表面涂漆
SB/T 230 食品机械通用技术条件 产品检验规则
3 术语和定义
下列术语和定义适用于本文件。
3.1 生产能力
单位时间内,充填结扎机空载状态下完成封装产品的支数,单位通常为支/min。
3.2 平均无故障工作时间(MTBF)
指充填结扎机相邻两次故障之间的平均工作时间,即充填结扎机在总的使用阶段累计工作时间与故障数的比值为MTBF。
4 产品分类
4.1 型号
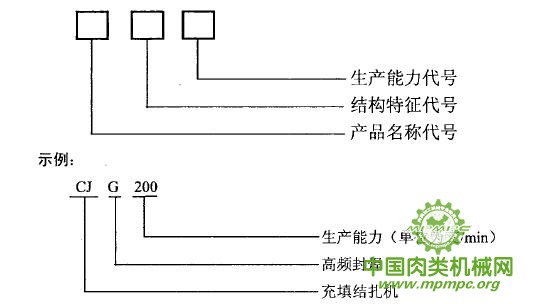
充填结扎机型号编制形式应考虑产品结构特征,产品名称代号应符合GB/T 7311的规定。 其中,产品主要名称代号用充填结扎机字母“CJ”居首表达。产品辅助名称代号居第二位表示。其型号编制形式如下:
4.2 型式与基本参数
4.2.1 型式
充填结扎机结构特征代号按产品封焊形式分为三种型式:高频(G)、热风(F)、热熔胶(R)等。
4.2.2 基本参数
充填结扎机的基本参数应符合表1中的规定。
表1 充填结扎机基本参数
| 名 称 | 参 数 |
| 生产能力 支/min | ≥160 |
| 空载时卡扣成形率 ﹪ | ≥98 |
| 空载时薄膜封口破袋率 ﹪ | ≤2 |
| 正常工作噪声 dB(A) | ≤80 |
| 平均无故障工作时间 h | ≥600 |
5 技术要求
5.1 一般要求
5.1.1 充填结扎机应符合本标准的要求,并按经规定程序批准的图样及技术文件制造。
5.1.2 各传动部分应运转平稳、可靠,操作时动作灵活,无异常声响,动作协调准确,泵盖的开启、关闭应轻便安全。
5.1.3 充填结扎机充填物分份包装计量均一,计量要求应符合JJF 1070的规定。
5.1.4 与物料直接接触的部位应表面光洁、平滑,不脱落,易清洗,零部件应采用耐腐蚀且与物料不发生化学反应、不吸附的材料制造。
5.1.5 全部原材料、外购件、标准件、外购配套零部件应符合国家及有关标准要求,应有生产厂的质量合格证明书,否则应按产品相关标准验收合格后,方可投入使用。
5.1.6 充填结扎机的材料选择和设备结构的安全卫生应符合GB 16798和GB 19891的规定。
5.1.7 基本技术要求应符合SB/T 222的规定,具有足够的强度、刚度及使用稳定性,其装配技术要求应符合SB/T 224的规定。
5.1.8 充填结扎机喷漆部件质量应符合SB/T 228的规定。
5.1.9 充填结扎机的零部件应拆卸、安装方便,便于清洗。
5.1.10 电动机应有明显的转向标志。
5.1.11 充填结扎机灌装的包装物应密封严密,在空载条件下包装物无漏气现象。
5.1.12 充填结扎机应进行可靠性试验,其结果应符合表1的规定。
5.1.13 包装袋的热封口处应平整,不应有皱折及灼化现象,经静压和跌落试验,封口应完好无损。
5.1.14 包装袋的热封口强度:热封口所能承受的拉力不应小于29.42N(3Kgf)。
5.2 外观质量
5.2.1 充填结扎机的外观表面平整、光洁、无明显划伤,无锈蚀,镀涂层色泽一致,不起泡,无漆皮脱落等缺陷,外露的焊缝应平直、均匀、美观。
5.2.2 充填结扎机与食品直接接触的零、部件表面应平整光滑,便于清洗。
5.3 电路控制
5.3.1 电器装置技术要求按SB/T 227规定,电路控制系统应安全可靠、动作准确,各电器线路接头应连接牢固并加以编号,操作按钮应可靠,并有急停按钮,指示灯显示应正常,往复箱内的导线不应裸露。电气装置中的指示灯和按钮颜色应符合GB 5226.1的规定。
5.3.2 电气部件应有安全防水措施,经防水试验后电气绝缘性能仍能满足。
5.3.3 除满足5.3.1和5.3.2外,其安全性能还应符合下列要求:
a)接地:充填结扎机应有可靠的接地装置,并有明显的接地标志,接地电阻应符合SB/T 227的要求。
b)绝缘电阻:动力电路导线和保护接地电路间施加500Vd.c.时,测得的绝缘电阻应不小于1MΩ。
c)耐压强度:最大试验电压1000V应施加在动力电路导线和保护联结电路之间近似1s的时间。
5.3.4电气系统的保护联结电路应符合CB 5226.1的规定。
5.3.5电气系统的按钮应符合CB 5226.1的规定。
5.3.6电气系统的指示灯和触摸屏应符合CB 5226.1的规定。
5.3.7电气系统的标记、警示标志和参照代号应符合CB 5226.1的规定。
5.4 安全防护
5.4.1 充填结扎机的安全防护应符合JB 7233的规定。
5.4.2 根据CB 4208,充填结扎机操作盘防护等级不低于IP54中的要求。
5.4.3 充填结扎机上应有清晰的安全警示标志,安全标志应符合GB 2894的规定。
5.4.4 对易脱落的零部件应有防松装置,各零件及螺栓、螺母等紧固件应可靠固定。
5.4.5 充填结扎机靠近操作位置的手柄、护板应有安全防护装置,放置不到位不能起动,且应有警示标志。
6 试验方法
6.1 试验条件
试验环境温度为5℃~30℃;环境相对湿度为≤85﹪。
6.2 外观质量检查
用手感和目测检查设备外观质量,并进行开机检查或运转检查及技术文件检查,应符合5.2的规定。
6.3 材质检查
目视检验与物料直接接触部件的质量,检查设备材质报告及质量合格证明书,应符合5.1.5和5.1.6的规定。
6.4 机械空运转试验
每台充填结扎机装配完成后,在外观及电气装置检验后进行空载运行试验,不安装铝丝、肠衣膜,不填充物料,仅机械部分做空运转试验,连续运转时间不少于30min,检查机器性能,应符合5.1.2的规定。
6.5 生产能力测量
在空载工作条件下,观察并计算充填结扎机的结扎次数,测定结扎所需时间,计算生产能力。
6.6 包装质量试验
6.6.1 打卡质量试验
选择相匹配的铝丝、肠衣膜和打卡模具,调整与之相适应的集速板,连续结扎100次,卡扣成形应对称,无飞边,无夹咬肠衣膜,卡扣卡到肠衣上用力掳不脱落。
6.6.2 封焊质量试验
a) 封口外观质量
在连续封口的包装袋中任取10袋,薄膜封口、封焊线条应均一、平滑、无跳动,外观质量符合5.1.13的规定。
b)静压试验
在连续封口的包装袋中任取10袋,将试验袋放于两块加压板中,底板上放有试纸。加
压板的表面积至少应为试验袋平放投影面积的2倍,其表面应光滑、平整。用砝码逐渐加载到表2规定的载荷,保持1min,检查包装袋,不应有泄漏现象。
c)跌落试验
在连续封口的包装袋中任取10袋,将试验袋的热合封口朝下,方向与冲击台面垂直,从表2规定的跌落高度跌落,检查包装袋热合封口,应符合5.1.13的规定。
表2 静压试验、跌落试验项目
| 包装袋总质量(内容物为水)g | 试 验 项 目 | |
| 静压载荷 kg | 跌落高度 mm | |
| ≤100 | 20 | 1 200 |
| >100~500 | 40 | 1 000 |
| >500~2 000 | 60 | 600 |
6.7 工作噪声试验
在连续工作过程中,充填结扎机的工作噪声按GB/T 3768规定的方法进行测量,其噪声值不大于80dB(A)。
6.8 电气安全试验
6.8.1 绝缘电阻测量
用兆欧表按GB 5226.1的规定测量其绝缘电阻,绝缘电阻应符合本标准5.3.3b)的规定。
6.8.2 接地装置测量
按SB/T 227的规定测量其接地装置,接地应符合本标准5.3.3a)的规定。
6.8.3 耐压试验
用耐压测试仪按GB 5226.1的规定做耐压试验,耐压强度应符合本标准5.3.3c)的规定。
6.9 安全防护检查
检查各安全防护和安全装置,其安全性能应符合5.4的规定。
6.10 防水试验
按GB/T 2423.38中规定的方法进行防水试验,其中降水强度为(10±5)mm/h,水滴尺寸为(1.9±0.2)mm,持续时间10min,喷射角度为0°。
6.11 平均无故障工作时间试验
平均无故障工作时间为充填结扎机在总的使用阶段累计工作时间与故障数的比值。即在每两次相邻故障之间的工作时间的平均值,用MTBF表示:
MTBF=t/Nf(t)........................................(1)
式中:
t—充填结扎机的工作时间,单位为小时(h);
Nf(t)—充填结扎机在工作时间内的故障数,单位为个。
6.12 物料充填试验
6.12.1 每台充填结扎机在机械运转试验后均进行物料充填试验。
6.12.2 物料充填条件如下:
a)试验用包装材料为聚偏二氯乙烯(PVDC)和铝丝,充填物料为玉米面和白面混合物或其他替代物料。
b)装物料试验用转速及运转时间为:
1)以最高转速的70﹪运转10min;
2)以最高转速运转10min。
c)对于有密封要求的产品做空袋试验,用空气灌入肠衣进行封装,用手对肠衣外侧施压,检查产品充填结扎密封情况。
7 检验规则
7.1 总则
充填结扎机必须经过制造厂检验部门检验合格,并签发合格证后方可出厂,检验应符合SB/T 230的规定。
7.2 检验分类
产品检验分出厂检验和型式检验。
7.3 出厂检验
每台充填结扎机均应进行出厂检验,检验项目为外观、标牌、技术文件、空运转性能、电气安全和安全防护等,检验项目按5.1~5.4的要求,达到为合格。
7.4 型式检验
7.4.1 有下列情况之一时,应进行型式检验:
——新产品或老产品转厂生产的试制定型鉴定时;
——当产品的设计、工艺或使用材料有重大改进时,或结构、材料、工艺有较大改变,可能影响产品性能时;
——停产一年后再次恢复生产时;
——出厂检验结果与上次型式检验有较大差异时;
——成批生产的产品每年至少进行一次抽试;
——国家质量监督机构提出进行型式检验的要求时。
7.4.2 型式检验应按第5章要求进行检验,全部达到为合格。
7.4.3 抽样及判定规则:
从出厂检验合格的产品中随机抽样,每次抽样2台。检验项目为本标准要求中的全部项目,全部项目合格则判定型式检验合格;如有不合格项,应加倍抽样,对不合格项进行复检,复检再不合格,则判定型式检验不合格,其中安全性能不允许复检。
8 标志、包装、运输和贮存
8.1 标志
铭牌应固定在充填结扎机的明显位置,铭牌的尺寸及技术要求应符合GB/T 13306的规定。除标示安全警示外,还应标示下列内容:
——制造企业名称或商标;
——产品名称、型号;
——制造日期、出厂编号;
——主要技术参数;
——产品执行标准号。
8.2 包装
8.2.1 充填结扎机的包装应符合GB/T 13384的规定。
8.2.2 充填结扎机外包装上除有8.1规定的标志外,还应有“小心轻放、向上、防潮”等储运标志,并符合GB/T 191的规定。
8.2.3 充填结扎机应罩上塑料薄膜后装入木质包装箱内,充填结扎机及附件在箱内应牢固固定,适合运输装卸的要求。
8.2.4 包装箱应有可靠的防潮、防雨措施,并符合GB/T 5048的规定。
8.2.5 包装箱内应有装箱单、产品合格证、产品使用说明书、必要的随机备件及工具。
8.3 运输
8.3.1 运输时应小心轻放,严禁雨淋。
8.3.2 搬运时严禁碰撞,不应损坏产品。
8.3.3 按包装箱上给定方向置于运输工具上。
8.4 贮存
8.4.1 充填结扎机包装后应存放在清洁、阴凉、干燥、通风良好的场所,露天存放和运输时要加盖遮雨布。
8.4.2 充填结扎机贮存应远离热源和污染源,严禁与有害物品混放。
8.4.3 在正常储运条件下,自出厂之日起,应保证在12个月内不致因包装不良引起锈蚀、霉损等。
本标准由中华人民共和国工业和信息化部于2011年8月15日发布,2011年11月1日实施。



