




关键词 膜分离技术 膜-生物膜 双膜式生物反应器 屠宰废水
Abstracts :This paper takes a slaughter plant as case,discusses the principle,process flow of double membrane bioreactor for slaughter wastewater treatment,describes the main design elements of this project. Through the analysis of the effectiveness of management,operation cost and economic benefit,this paper states the conclusion that to build the slaughter house wastewater treatment and reuse engineering by double membrane bioreactor waste water treatment process may obtain very good treatment effectiveness,economic benefit and social benefit.
Key words:membrane separation technique membrane - biological membrane double membrane bioreactor slaughter wastewater
1 工程概况
某食品公司屠宰厂,位于某市城郊接合部地段 ,产生的屠宰废水约为200m3/d,多年以来该屠宰厂的废水未经处理直接排进附近河道中,不但污染了自然水体,也严重破坏了周边生态环境。2008年,该公司投资60万元,采用双膜式生物反应器废水处理工艺,建设废水处理站,对屠宰废水进行治理,处理后的出水作为该厂的中水进行回用,工程投入使用后取得了较好的经济、环境和社会效益。
2 水量、水质
该废水处理站设计处理水量为200m3/d。屠宰废水由于含有大量的血污、油脂、蛋白质、内脏杂物等大分子污染物,废水中污染因子以COD、BOD、SS、NH3-N为主,进站废水与处理后再生水水质情况见表1。
表1 某屠宰厂进站废水与处理后再生水水质一览表
3 双膜式生物反应器污水处理工艺原理
| 监测项目 | pH | SS/ (mg.L-1) | COD/ (mg.L-1) | BOD (mg.L-1) | NH3-N (mg.L-1) | 动植物油 (mg.L-1) | 细菌总数/(CFU. mL-1) |
| 进水 | 6.8 | 1094.3 | 2171 | 1073 | 179.7 | 194.3 | 72000 |
| 出水标准 | 7.3 | 20 | 60 | 10 | 15 | 1 | 200 |
膜分离是指通过特定的膜的渗透作用,借助于外界能量或化学位差的推动,对两组分或多组分混合物的气体或液体进行分离、分级、提纯和富集[1]。废水的膜处理方法包括:微滤(MF)、超滤(UF)、纳滤(NF)、反渗透(RO)及电渗析(ED)等。膜分离技术在食品工业中的应用,报道的有反渗透、超滤技术在乳品工业中进行乳清蛋白的回收、脱盐和牛乳的浓缩,在饮料工业中用反渗透设备处理果汁以减少其固形物,超滤用于果汁的澄清,以及用于纯水的制造[2]。
膜生物反应器工艺(MBR工艺)是现代膜分离技术与生物技术有机结合的一种新型废水生物处理技术,它利用膜分离装置将生化反应池中的活性污泥和大分子有机物质有效截留,替代二沉池,使生化反应池中的活性污泥浓度(生物量)大大提高;实现水力停留时间(HRT)和污泥停留时间(SRT)的分别控制,将难降解的大分子有机物质截留在反应池中不断反应、降解。膜—生物反应器工艺通过膜分离技术大大提高了生物反应器的处理效率,与传统的生物处理工艺相比,具有生化效率高、抗负荷冲击能力强、出水水质好且稳定、占地面积小、排泥周期长、易实现自动控制等优点,是目前在高浓度有机废水处理、中水回用处理等领域最有前途的废水生物处理技术之一。
双膜式生物反应器废水处理工艺是一种改进型“膜—生物膜”(MBR)技术。内设有生物填料和高强度中空纤维膜组件,构筑物中部分微生物以生物膜的形式固定生长于特定的生物填料表面,部分则是絮状悬浮生长于构筑物水中,因此它兼有传统的活性污泥法与生物滤池二者的特点,再通过膜分离技术将悬浮物和病毒细菌截离去除。双膜式生物反应器废水处理工艺装置具有高质量出水,能维持高效活性污泥和较高的硝化效率等特点,在膜分离过程中,为了预防和阻缓膜的污染,破坏膜组件在运行中的浓差极化进程,增强膜的工作效率,延长使用寿命,对膜组件采用强制式自清洗工序,从而节省污水处理成本,保证了膜组件的正常运行。
与传统的生化处理工艺一样,虽然也是利用微生物来降解废水中的污染物质,但不同的是,双膜式生物反应器废水处理工艺采用的是生物层级重组技术,一方面,利用多层次的生物组合和各层次微生物菌群消化废水中的污染物,另一方面,使各层级的微生物形成食物链,处于衰老期微生物和微生物残体成为处于增长期微生物的“粮食”被吃掉,各个层级的微生物互为化解,从而使整个废水处理过程没有剩余污泥产生。
4 工艺流程图
详见图1。
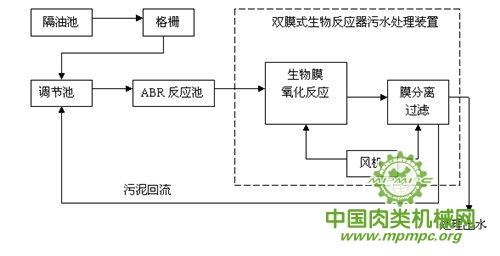
图1 系统工艺流程图
5 主要工艺设计
5.1 隔油池
池长5m,宽3m,有效水深2m,地下混凝土结构,水力停留时间3h,进水端设有粗格栅,规格:0.8 m×0.4m,栅条间隙15mm ,人工清渣。
5.2 前置处理系统
(1)调节池
池长5m,宽3.2m,有效水深4.2m,地下混凝土结构,水力停留时间8h,池子首端设粗格栅,规格:0.8 m×0.4m,栅隙10mm,人工清渣;池子终端设细格栅,规格:0.8 m×0.4m,栅隙5mm,人工清渣。
(2)折流式厌氧反应器(ABR)工艺,单池5m×3.8m×4.2m,共4池,地下混凝土结构,水力停留时间38h。
5.3 双膜法生物反应器处理系统
(1)生物膜反应池
单池5 m×2m×4.2m,共2池,地下混凝土结构,每池内设置组合生物填料30m3,水力停留时间10h,采用微孔曝气充氧。
(2) 膜分离池
1组(5m×2m×4.2m),地下混凝土结构,池内安装聚偏氟乙烯()中空纤维帘式膜,膜孔径0.1μm,膜面积20 m2,共40片,其主要作用是分离、截留来自生物膜反应池脱落的生物膜、微生物和其他悬浮固态物,并将分离、截留物通过回流泵送至调节池重复生化处理过程。膜组件运行方式采用错流进水、逆向曝气、间歇运行方式,膜出水泵工作状况为抽吸10分钟,停留时间2分钟。清水作中水回用。
5.4 回流比与水、气比
进入双膜法生物反应器处理系统的废水量(Q)与回流水量(q)之比为1:1,过水流量为8.3m3/h,因此生物膜反应器水力停留时间为10h。废水量(Q)曝气量(V)之比为1:20,废水经曝气充氧后,自下向上由生物膜反应池进入膜分离池,利用生物膜的生化作用降解废水中的有机污染物,再由膜分离截留废水中的微生物和固形物。若增大回流量和曝气量,一方面会减少生物膜反应池的水力停留时间,处理效果会下降,另一方面大水量和大气量对成熟生物膜的冲出,造成生物膜过早脱落,影响处理效果,若减少回流水量,一来加重了有机污染物负荷, 也会影响生物处理效果,若减少曝气量,会造成膜组件在运行过程中的气反冲能力减弱,容易形成膜的浓差极化,加剧膜的污染进程,从而影响膜的通量和使用寿命。经过多次实际运行试验,废水量与回流水量采用1:1, 废水量与曝气量采用1:20较适宜。
5.5 菌种与生物载体
菌种是经过培育驯化的,能够适应设定的废水环境条件,具有较强的生物活性,经过培植制作,以固态或液态形式作为接种菌种,在反应池中与载体充分混合,再通过生物技术措施,固定繁殖于设置的生物填料上,在废水中快速形成成熟的生物膜。
生物载体取自该市城区污水厂活性污泥,活性污泥投加量为反应池水的1~5%,菌种投加量为活性污泥重量的0.5~1%,一同投入各反应池并进行充分的搅拌混合。
6 工艺特点
双膜式生物反应器废水处理工艺无剩余污泥,不需污泥处理设施,不需建沉淀池,节省占地面积。MLSS可达12g/L以上,能承受较大的水力、浓度冲击负荷。与SBR法、AB法和常规活性污泥法相比,处理效果大为提高,操作管理更为简化,基建投资也大大减少。
7 使用效果
该厂的高浓度屠宰废水经车间隔油池和格栅设施处理后进入处理站,处理站主要对废水中COD、BOD、SS、NH3-N、乳化油等有机污染物进行处理。使用效果见表2。
表2 废水处理效果统计表
| 监测日期 | 监测项目 | 进水/(mg.L-1) | 一级处理 | 二级处理 | 总去除率/% | ||
| 出水/(mg.L-1) | 去除率/% | 出水/(mg.L-1) | 去除率/% | ||||
| 2012-03-15 | COD | 2150 | 817 | 62 | 40.8 | 95 | 98.1 |
| SS | 1120 | 492.8 | 56 | 4.9 | 99.0 | 99.7 | |
| NH3-N | 179 | 98.5 | 45 | 3.9 | 96 | 98 | |
| 动植物油 | 193 | 19.3 | 90 | 0.97 | 95 | 99.5 | |
| 2012-03-16 | COD | 2230 | 802.8 | 64 | 40.1 | 95 | 98 |
| SS | 1190 | 535.5 | 55 | 5.3 | 99.0 | 99.5 | |
| NH3-N | 182 | 103.7 | 43 | 4.1 | 96 | 98.4 | |
| 动植物油 | 201 | 20.1 | 90 | 1.0 | 95 | 99.5 | |
| 2012-03-17 | COD | 2134 | 725.6 | 66 | 36.3 | 95 | 98.3 |
| SS | 973 | 457.3 | 53 | 4.6 | 99.0 | 99.3 | |
| NH3-N | 178 | 97.9 | 45 | 3.9 | 96 | 98.5 | |
| 动植物油 | 189 | 18.9 | 90 | 0.95 | 95 | 99.4 | |
| 三天 平均值 | COD | 2171 | 781.8 | 64 | 38.8 | 95 | 98.1 |
| SS | 1094.3 | 621.7 | 54.7 | 4.9 | 99.0 | 99.5 | |
| NH3-N | 179.7 | 100.0 | 44.3 | 4.0 | 96 | 98.3 | |
| 动植物油 | 194.3 | 19.43 | 90 | 0.97 | 95 | 99.5 | |
废水处理站于2008年12月建成,经3个月试运行和调试, 2009年3月1日投入正式投入使用。按年生产360天计,该厂每天自来水用量从200 m3减少到120 m3,主要作为宰后猪胴体、内脏清洗用水,而冲洗生产场地、猪栏、运输车辆和清洁环境全部使用处理后的再生水,年处理水量超过72000m3/a,回用率达到40%,年节约自来水28800 m3。水处理成本一般不超过0.4 元/m3。 表3反映了该厂废水处理站投入运行的累计运行成本及水资源再利用效益情况。从表中可知,计算节省的排污费、用水费用,扣除污水处理费用之后,该项目的投资可以在2年之内全部回收。
表3 水处理成本及中水回用效益
| 项目 | 2009年 | 2010年 | 2011年 |
| 总处理水量( m3/年) | 60000 | 72000 | 72000 |
| 再生回用水量( m3/年) | 24000 | 28800 | 28800 |
| 再生利用率( %) | 40 | 40 | 40 |
| 单位水处理成本(元.m-3) | 0.4 | 0.4 | 0.4 |
| 总处理成本 (万元/年) | 2.4 | 2.88 | 2.88 |
| 自来水水价(元.m-3) | 2.56 | 2.56 | 2.56 |
| 节约自来水费用(万元/年) | 5.184 | 6.221 | 6.221 |
| 本项目实施前应缴交排污费(万元/年) | 22.4213 | 36.8822 | 36.8822 |
| 现缴交排污费(万元/年) | 0.2094 | 0.2513 | 0.2513 |
| 节约排污费(万元/年) | 22.2119 | 36.6309 | 36.6309 |
| 年节约费用(自来水费+排污费)(万元/年) | 27.3959 | 42.8519 | 42.8519 |
| 未回用部分废水的 处理成本(万元) | 1.44 | 1.728 | 1.728 |
| 本项目总投资(万元) | 60 | ||
| 按节约费用计算的 投资回收期(年) | 1.73 | ||
采用双膜式生物反应器废水处理工艺建设屠宰厂废水处理与回用工程,可取得较好的经济效益和社会效益,也符合国家当前节能减排,循环经济政策。在我国,特别是南方地区水资源可利用率相对较低的情况下,如在食品屠宰行业这种耗水大户中推广使用,将会降低企业的生产成本,同时极大地缓解我国水资源供需紧张的局面,促进国民经济良性发展和生态环境的改善。
10 参考文献
[1]汪洋,杨继远.膜分离技术的探讨[J].商丘职业技术学院学报,2009,8(5):92-94。
[2]陈海军.膜分离技术及其在食品工业中的应用.高等函授学报(自然科学版).2008,21(4):39-41。
[3]邵刚,膜法水处理技术及工程实例,化学工业出版社2002.3



