




瑞邦机械公司多年来在为国内肉类加工用户设计猪、牛、羊肉分割加工生产线中,由于多种因素的存在,会产生一些问题,综合主要的突出问题是:
一、在前期的项目工艺布局设计中,由于许多用户的分割工艺缺少与销售等环节的沟通,对需要分割成什么形式的产品、各产品的包装方式、加工方式等缺乏系统设计,造成设计完成的厂房布局和实际的最终分割方式不一致,后期改动较大。
二、在分割设备的选型过程中,对设备的关键点把控不细致,造成设备在使用过程中暴露很多问题,如设备的稳定性、操作性、关键卫生环节等,使购买的设备未能达到预期的效果。
肉食分割工艺布局及设备的选择对肉品的最终品质起着关键性作用,因此肉食分割设备的选型就尤为重要。
现阶段由于食品安全问题、劳动力成本上升等问题的存在,使国内厂家对设备的布局、自动化程度越来越重视。浙江瑞邦公司结合多年的服务经验,结合对用户实际使用过程的理解,对分割设备的布局设计、关键点控制等,总结了一些自己的见解。
一、一般肉食品厂肉品的加工分类如下(以猪肉为例、500头/天):
| 猪肉分割各部位产出明细及销售形式 | |||
| 部位 | 加工模式 | 产品 | 包装形式 |
| 前段 | 流水加工 | 普通前腿肉 | 散装直接上柜售卖 |
| 直接精加工 | 小排 | 托盘包装 | |
| 肉排 | 散装售卖 | ||
| 筒子骨 | 托盘包装 | ||
| 梅花肉 | 托盘包装 | ||
| 精品前腿肉 | 托盘包装 | ||
| 冷冻精加工 | 猪肉片 | 托盘包装 | |
| 中段 | 流水线加工 | 大排里脊 | 散装 |
| 条肉 | 散装 | ||
| 直接精加工 | 里脊骨 | 托盘包装 | |
| 脆骨肋排 | 托盘包装 | ||
| 精品子排块 | 托盘包装 | ||
| 大排 | 散装 | ||
| 冷冻精加工 | 五花条肉 | 托盘包装 | |
| 后段 | 流水线加工 | 普通后腿肉 | 散装 |
| 纯精肉 | 散装 | ||
| 直接精加工 | 肉排 | 散装 | |
| 定骨 | 托盘包装 | ||
| 黄瓜条 | 托盘包装 | ||
| 精品后腿肉 | 托盘包装 | ||
| 冷冻精加工 | 精肉末 | 托盘包装 | |
| 前蹄 | 直接精加工 | 蹄筋 | 散装 |
| 前脚圈 | 托盘包装 | ||
| 前爪 | 托盘包装 | ||
| 后蹄 |
|
脚圈 | 散装 |
|
|
后爪 | 托盘包装 | |
|
|
腱子肉 | 托盘包装 | |
| 三分体前割 | 直接精加工 | 里脊肉 | 托盘包装 |
| 修割边角 | 冷冻精加工 | 夹心肉末 | 散装 |
二、根据以上功能,提出了以下猪胴体分割解决方案:
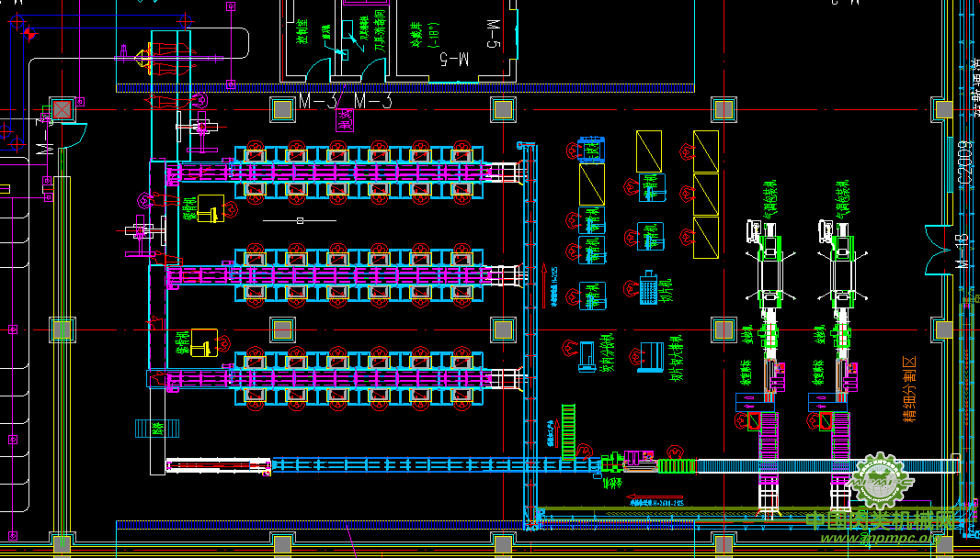
总体上分为五大区域,单层的预分割区,三层的精细分割区、分拣区、精加工区、包装间。
大致流程如下:冷却排酸后的猪胴体由卸载装置进入预分割区,经由圆盘锯切割后的胴体前腿,中段和后腿分别进入各自的细分割区,该分割线共分三层,底层用于输送分割后盛放产品的周转箱;中层用于输送需分割的原料;上层用于输送清洗干净的空周转箱。
细分割后的产品统一先输送到分拣线,在线可以根据销售订单结合产品类别进行分拣,分拣完后根据产品的类别分为二路:一路直接配送部分通过称重贴标、金检机直接输送到配送区(鲜销或冻结);另一路需再次精加工部分直接输送到精加工区,如上表的小排、肉排、筒子骨、梅花肉、精品前腿肉、里脊骨、脆骨肋排等产品可以直接在锯骨机、绞肉机、去皮机、切丝、切丁机等设备上进行加工。另外如精肉片、大排等需要再次冻结到中心温度—2℃后再次在砍排机、切片机等进行加工。
经过精细加工后,肉品有小排、肉排、筒子骨、梅花肉、精品前腿肉、里脊骨、脆骨肋排、精品子排块、大排、肉排、定骨、黄瓜条和精品后腿肉,其经过连续式气调包装机托盘包装后,在经过金属探测仪、称重贴标后,根据销售订单统一放入周转箱输送到配送区。
以上工艺布局可以满足国内现在大多中型的肉类加工厂和生鲜配送中心的要求,产量不同的话,可以适当扩大各自的加工区域就可以实现。此布局设计比较紧凑,各自不同的产品在流转加工过程中可以全部实现自动化输送,大大提高了工作效率,也使食品安全卫生得到保证。
三、分割设备选型关键点
1、圆盘锯:
(1)定位精准,精确切割。
(2)工作安全,防止误操作引起人生安全事故。
(3)锯片要求使用寿命长、较低的转速防止肉品的切割温升和极低肉末损耗。
2、分割输送线:
(1)保证肉品安全,输送线的设计制造要衔接紧密,不能使肉品掉在地上或掉入输送链内。
(2)输送链板的结构应易安装,易更换,易清洗。
(3)整条输送线应具备在线清洗功能,要充分考虑清洗方便,卫生死角少。
(4)与肉品接触的部分必须使用不锈钢304;输送线材质应符合相关食品卫生要求,以上必须有相应检测报告;建议设备进场后再次检测,以确保各项都是绝对符合食品卫生要求。
3、用户应提前将场地情况详细图纸提供给厂家,厂家方可根据图纸进行标准化设计,制造和安装,尽量避开柱子,地沟等。整体分割设备要有标准的设计、标准的制作、标准的安装。输送线尽可能要采用拼装式结构,现场安装时杜绝改装和焊接作业。



